danfoss JIP-हॉट टॅपिंग मशीन टूलबॉक्स

सुरक्षितता सूचना
वापरकर्त्याला या मॅन्युअलमध्ये दिलेल्या सुरक्षा सूचनांचे पालन करण्याचा सल्ला दिला जातो. जर काही प्रश्न उद्भवल्यास किंवा डॅनफॉस हॉट टॅपिंग मशीन टूलबॉक्सशी संबंधित काही पैलूंबद्दल तुम्हाला खात्री नसल्यास, कृपया समर्थनासाठी स्थानिक डॅनफॉसशी संपर्क साधण्यास अजिबात संकोच करू नका.
सामान्य सुरक्षा आवश्यकता
पुढील प्रकरणांमध्ये, डॅनफॉस हॉट टॅपिंग मशीन टूलबॉक्ससाठी सामान्य आणि विशिष्ट सुरक्षा सूचना दिल्या आहेत आणि स्पष्ट केल्या आहेत. वापरकर्त्याला या सूचना काळजीपूर्वक वाचा, समजून घ्या आणि त्यांचे पालन करा असा सल्ला दिला जातो. डॅनफॉस हॉट टॅपिंग टूलसह केवळ पात्र आणि प्रशिक्षित व्यक्तीला हॉट टॅपिंग कार्ये चालवण्याची परवानगी आहे. ऑपरेटर्समध्ये, हॉट टॅपिंगच्या कामात भाग घेणाऱ्या सर्व काम करणाऱ्या व्यक्तींना योग्य ऑपरेशन प्रक्रियेचे कौशल्य आणि ज्ञान माहीत आहे आणि त्याचा आदर केला जाईल याची खात्री करण्यासाठी एक नियंत्रण प्रणाली असावी. हे वापरकर्ता मॅन्युअल ड्रिलिंग कामाच्या दरम्यान नेहमी उपलब्ध असणे आवश्यक आहे. हॉट टॅपिंग टूलबॉक्स उपकरण निर्माता डॅनफॉसच्या परवानगीशिवाय या वापरकर्ता मॅन्युअलमध्ये वर्णन केलेल्या अनुप्रयोग क्षेत्राच्या बाहेर डिव्हाइस वापरण्याची परवानगी नाही. लक्षात ठेवा की विशिष्ट कार्यस्थळावर अतिरिक्त आवश्यकता दिल्या जाऊ शकतात.
उपकरणाच्या सुरक्षित वापरासाठी खालील सामान्य मुद्दे विचारात घेणे आवश्यक आहे. धोक्याची जाणीव असल्याशिवाय मशीन कधीही वापरू नका. या वापरकर्ता मॅन्युअलमधील सर्व पैलू आणि अतिरिक्त आवश्यकता विचारात घ्या.
- हॉट टॅपिंग कामाच्या सर्व आवश्यक टप्प्यांमध्ये तसेच प्रश्नातील उपकरणे हाताळण्यासाठी कर्मचाऱ्यांकडे पुरेशी कौशल्ये आणि प्रशिक्षण असणे आवश्यक आहे.
- तुमच्याकडे नेहमी या वापरकर्ता मॅन्युअलची प्रत असल्याची खात्री करा जी हॉट टॅपिंग प्रक्रियेदरम्यान उपलब्ध असते.
- निर्देश निर्मात्याकडून डाउनलोड केले जाऊ शकतात webसाइट http://www.danfoss.com
- PED 2/2014/EU नुसार या उपकरणासाठी अनुप्रयोग क्षेत्र द्रव गट 68 च्या जल-आधारित द्रवपदार्थांपुरते मर्यादित आहे.
- सिस्टम पॅरामीटर्स कधीही 200 °C आणि/किंवा 40 बार दाबापेक्षा जास्त नसावेत. हे उपकरण वापरता येण्याजोगे कमाल तापमान आणि दाबाबाबत प्रकरण ३ पहा.
- ऑपरेशन दरम्यान सिस्टममधील दबाव 12 बारपर्यंत कमी करण्याची शिफारस केली जाते.
- सीलिंगसह निवडलेले अॅडॉप्टर सिस्टीमचा दाब, द्रव प्रकार आणि तापमानासाठी योग्य असल्याची खात्री करा.
- हॉट टॅपिंग प्रक्रिया सुरू करण्यापूर्वी उपकरणे खराब होणार नाहीत याची नेहमी खात्री करा. केवळ उत्कृष्ट स्थितीतील उपकरणे वापरली पाहिजेत.
- फक्त तुमच्या स्वतःच्या सुरक्षिततेसाठी मूळ डॅनफॉसचे सुटे भाग वापरा.
- कानाचे संरक्षण आणि हेल्मेट घाला.
- कामासाठी योग्य कपडे घाला.
- सैल कपडे किंवा दागिने घालू नका कारण ते हलत्या भागांमध्ये पकडले जाऊ शकतात.
- गरम द्रवपदार्थापासून संरक्षणासाठी, उष्णता प्रतिरोधक कपडे, हातमोजे आणि सुरक्षा चष्मा घाला.
- हॉट टॅपिंग मशीनमध्ये कोणतेही तांत्रिक बदल करण्याची परवानगी नाही.
- सामान्य अपघात प्रतिबंधक नियम विचारात घ्या.
- मोटार चालविलेल्या मशीनसाठी सूचना विचारात घ्या.
- विद्युत प्रवाह आणि फिरणारे भाग संलग्नक A1 पासून धोके विचारात घ्या.
- इलेक्ट्रिक ड्राइव्ह कधीही ओले होणार नाही.
कार्यस्थळावरील सुरक्षितता आवश्यकता
डॅनफॉस ड्रिलिंग यंत्र वापरण्यापूर्वी खालील बाबी नेहमी वर्कसाइडवर तपासल्या पाहिजेत. जर्मनीमधील डिस्ट्रिक्ट हीटिंग पाइपलाइनमध्ये ड्रिलिंगसाठी, AGFW निर्देश 432 विचारात घेणे आवश्यक आहे.
- निवडलेला हॉट टॅप वाल्व बंद करणे शक्य आहे याची नेहमी खात्री करा.
- जर शटिंग यंत्रणा बंद केली जाऊ शकत नाही, तर ड्रिलिंग यंत्र काढून टाकण्याचा एकमेव मार्ग म्हणजे मुख्य ओळ रिकामी करणे.
- वापरलेल्या होल सॉ आणि पायलट ड्रिलचा आकार दोनदा तपासा. मशीन एकत्र केल्यानंतर झडप बंद होते का ते तपासा.
- निवडलेल्या वाल्व प्रकारासाठी डॅनफॉस डेटा शीटसह स्वतःला परिचित करा
- सिस्टममधील तांत्रिक पॅरामीटर्स (दबाव, तापमान, द्रव) विशिष्ट अनुप्रयोगासाठी अनुमत मूल्यांपेक्षा जास्त नसल्याची खात्री करा.
- या वापरकर्ता मॅन्युअलमध्ये दर्शविल्याप्रमाणे डिव्हाइस योग्यरित्या एकत्र केले आहे का ते तपासा
- शट-ऑफ व्हॉल्व्ह आणि/किंवा ड्रिलिंग डिव्हाइसमधील संभाव्य गळती शोधण्यासाठी नेहमी दबाव चाचणी करा
- सर्व फिरणारे भाग मुक्तपणे हलतील याची खात्री करा
- तपासणी योजनेनुसार डिव्हाइसची तपासणी करा.
- हॉट टॅपिंग दरम्यान अनधिकृत व्यक्तींनी कार्यस्थळावर उपस्थित राहू नये
- कार्यस्थळावरील सर्वात जवळच्या नेटवर्क शट ऑफ वाल्व्हचे स्थान तपासा
- तुम्हाला सर्व आपत्कालीन संपर्क माहित असल्याची खात्री करा.
- हे साइटवरील संपर्क व्यक्तींशी संबंधित आहे, डिव्हाइस निर्माता टोनिस्को सिस्टमशी संपर्क (http://www.tonisco.com) आणि स्थानिक आपत्कालीन सेवा
- कार्यस्थळाची व्हिज्युअल तपासणी करा आणि सर्व आवश्यक मोजमाप घ्या.
- सर्व अनावश्यक वस्तूंपासून कामाचे वातावरण स्वच्छ करा.
- ड्रिलिंगनंतर शाफ्ट काढण्यासाठी आवश्यक असलेल्या जागेचा विचार करा
- ड्रिलिंग करताना सर्व आवश्यक साधने आणि उपकरणे उपलब्ध असल्याची खात्री करा उदा. उच्च दाबावर चेन ब्लॉक.
विशेष जोखीम
गरम पाणी किंवा स्टीम सोडणे
चुकीच्या हाताळणीमुळे गरम पाणी किंवा वाफ प्रणालीतून बाहेर पडू शकते. हॉट टॅपिंग मशीनसह काम करताना विहित सुरक्षा उपकरणे घालण्याची खात्री करा.
ड्रिलिंग यंत्रातून दाब सोडताना, तुमच्या आणि रिलीझ होजमध्ये पुरेसे अंतर ठेवण्याची खात्री करा. वाल्वमधून ड्रिलिंग मशीन काढताना नेहमी उष्णता प्रतिरोधक सुरक्षा हातमोजे घाला.
फिरणाऱ्या भागांपासून धोके
लक्षात घ्या की ड्रिल शाफ्ट आणि ड्राइव्ह घटक ड्रिलिंग दरम्यान फिरतात. वेगवेगळ्या कटिंग फोर्समुळे शाफ्टमधील टॉर्कमधील बदलांबद्दल जागरूक रहा. एक स्थिर भूमिका घ्या आणि फीड हळूहळू फिरवा. ड्रिलिंग दरम्यान होल सॉ अडकल्यास, फीडिंगचा वेग कमी करा किंवा जोपर्यंत होल सॉ पुन्हा फिरवता येत नाही तोपर्यंत चाक किंचित मागे वळवा.
पाईपलाईनमधील दाबामुळे होणारे धोके
बहुतेक वेळा, ड्रिल केल्या जात असलेल्या पाइपलाइनमध्ये दबाव असतो. ऑपरेशन दरम्यान सिस्टममधील दबाव 12 बारपर्यंत कमी करण्याची शिफारस केली जाते.
जर मेनलाइनमधील दाब 12 बारपेक्षा जास्त असेल तर ड्रिलिंग शाफ्ट सुरक्षितपणे सोडण्यासाठी चेन ब्लॉक वापरण्याची शिफारस केली जाते. हा भाग टूलबॉक्समध्ये समाविष्ट केलेला नाही परंतु डॅनफॉसकडून ऍक्सेसरी म्हणून खरेदी केला जाऊ शकतो.
ऑपरेटरसाठी आवश्यकता
हॉट टॅपिंग यंत्र केवळ प्रशिक्षित, सूचना आणि वापरासाठी अधिकृत असलेल्या व्यक्तींद्वारे चालवले जाऊ शकते. ऑपरेटरला ऑपरेटिंग सूचना माहित असणे आणि त्यानुसार कार्य करणे आवश्यक आहे.
सुरक्षितता वापरलेल्या चिन्हांचे महत्त्व
चेतावणी
संभाव्य गंभीर दुखापत किंवा मृत्यूची चेतावणी देते. सूचनांचे निरीक्षण न केल्यास.
खबरदारी
सूचनांचे निरीक्षण न केल्यास संभाव्य वैयक्तिक इजा किंवा नुकसान दाखवते.
वर्णन डॅनफॉस हॉट टॅपिंग मशीन टूलबॉक्स
वापराचे क्षेत्र

डॅनफॉस हॉट टॅपिंग उपकरण DN15 – DN100 या शाखा परिमाणांवर पाणी-आधारित हीटिंग आणि कूलिंग सिस्टममध्ये दबावाखाली नवीन पाइपलाइन शाखा पूर्ण करण्यासाठी आहे. डॅनफॉस ड्रिलिंग डिव्हाइसची मुख्य भाग 40 बारच्या जास्तीत जास्त दाबासाठी डिझाइन केली आहे आणि PN40 वर्गासाठी उजवीकडील तक्त्यामध्ये वर्णन केल्याप्रमाणे वापरली जाऊ शकते. तथापि, शाफ्ट सोडताना किंवा फीड समायोजित करताना 12 बारपेक्षा जास्त दाबासाठी अतिरिक्त सुरक्षा आवश्यकता विचारात घ्याव्या लागतात.
डॅनफॉस हॉट टॅपिंग टूलबॉक्स वैशिष्ट्ये
डिव्हाइस बॉडीमध्ये EPDM सीलिंग असतात. डॅनफॉस टूलबॉक्समध्ये, इलेक्ट्रिक ड्राइव्ह युनिट समाविष्ट आहे. हे वापरकर्ता मॅन्युअल खालील तांत्रिक वैशिष्ट्यांसह इलेक्ट्रिक ड्राइव्ह युनिट Metabo BE1100 वर लक्ष केंद्रित करते
| ड्रिलिंग उपकरणाचे नाव | Metabo BE 1100 |
| शरीर साहित्य | 42CrMo4 |
| उत्पादन क्रमांक | 1200.0000 |
| चिन्हांकित करणे | Bxx xx = आयडी. महिना, वर्षासाठी |
| श्रेणी acc PED 97/23/EG | 1 |
| शाखा परिमाण | DN 15 ते DN 100 |
| वापराचे क्षेत्र | वॉटर बेस्ड हीटिंग आणि कूलिंग सिस्टम |
| द्रवपदार्थाची एकूण स्थिती | द्रव |
| कमाल कामाचा दबाव | 40 बार |
| शिफारस केलेले कमाल दाब | 12 बार |
| चाचणी दबाव | 60 बार |
| कमाल कार्यरत तापमान | 160 °C |
| किमान कार्यरत तापमान | 0 °C |
| सीलिंग | EPDM |
| ड्रिल शाफ्ट | कठोर स्टील Ø20 मिमी |
| ड्राइव्हशिवाय वजन | 5,4 किलो |
| फीड अंतर फीड व्हील | 50 मिमी |
| जास्तीत जास्त फीड अंतर | 150 मिमी |
JIP हॉट टॅपिंग मशीन टूलबॉक्स

हॉट टॅपिंगसाठी डॅनफॉस JIP हॉट टॅप वाल्व्ह
ड्रिलिंग यंत्राचा वापर डॅनफॉस JIP हॉट टॅप बॉल व्हॉल्व्ह DN15 ते DN100 पर्यंत आणि पाण्यावर आधारित हीटिंग आणि कूलिंग सिस्टममध्ये ड्रिल करण्यासाठी केला पाहिजे. थ्रेडेड अॅडॉप्टरच्या तुकड्यांद्वारे मशीन बॉडी आणि व्हॉल्व्हमधील कनेक्शन लक्षात येते. अॅडॉप्टर रिडक्शन वापरून काही अॅडॉप्टरचे तुकडे एकापेक्षा जास्त नाममात्र आकारासाठी वापरले जातात
सॉकेट सर्व अडॅप्टर फक्त डॅनफॉस JIP हॉट टॅप व्हॉल्व्हसाठी वापरण्यासाठी डिझाइन केलेले आहेत. अनुमत दाब आणि तापमान acc नियंत्रित करण्यासाठी लक्षात ठेवा. धडा 3.1 आणि डॅनफॉस JIP हॉट टॅप बॉल वाल्व्ह डेटा शीटचे अनुसरण करत आहे.

|
मानक वाल्व आवृत्त्या |
|||||||||
| DN | mm | 15/20 | 25 | 32 | 40 | 50 | 65 | 80 | 100 |
| PN | 40 | 25 | |||||||
| भोक पाहिले व्यास | mm | Ø15 | Ø24 | Ø24 | Ø40 | Ø40 | Ø48 | Ø65 | Ø79 |
| कोड क्र. | 065N0050 | 065N0051 | 065N0052 | 065N0053 | 065N0054 | 065N0055 | 065N0056 | 065N0057 | |
|
टूल बॉक्स कोड क्र. |
065N1021 | – | |||||||
| 065N1003 | 065N1004 | ||||||||
| 065N1002 | |||||||||
OEM वाल्व आवृत्त्या |
||||
| DN | mm | 20 | 25 | 40 |
| PN | 40 | |||
| भोक पाहिले व्यास | mm | Ø19 | Ø32 | |
| कोड क्र | 065N0070 | 065N0071 | 065N0072 | |
| टूल बॉक्स कोड क्र | 065N1022 | 065N1023 | ||
व्हॉल्व्हच्या लांबीनुसार शाफ्ट समायोजित करणे आवश्यक आहे. योग्य शाफ्ट लांबी शोधण्याचा शिफारस केलेला मार्ग खालील चित्रांमध्ये दर्शविला आहे
- प्रथम, शाफ्टला पुढे ढकलू द्या जेणेकरून पायलट ड्रिल पाईपला स्पर्श करेल.
- शाफ्टच्या खालच्या खांद्यावर आणि वरच्या यंत्राच्या दरम्यानची लांबी मोजा.
- मोजलेले अंतर 100-170 मिमी दरम्यान असावे.
- आवश्यक असल्यास शाफ्टची लांबी समायोजित करा.
- फीडिंग अंतर किमान 35 मिमी असण्याची शिफारस केली जाते

ऑपरेशनल सूचना
हॉट टॅपिंगपूर्वी शाखा तयारी
ड्रिलिंग प्रक्रिया सुरू होण्यापूर्वी, निश्चित केलेल्या परिमाणाची शाखा तयार करणे आवश्यक आहे. लक्षात ठेवा की शाखेचा आकार मुख्य रेषेपेक्षा कमीत कमी एक नाममात्र आकाराचा असावा.
इन्सुलेशन काढून टाकत आहे
 मुख्य ओळ इन्सुलेटेड असल्यास, इन्सुलेशन काढून टाका आणि पाईप पृष्ठभाग स्वच्छ करा. वेल्डिंगसाठी पुरेशी जागा मिळण्यासाठी पृथक् दूर करा. फीडिंग अंतर किमान 35 मिमी असण्याची शिफारस केली जाते.
मुख्य ओळ इन्सुलेटेड असल्यास, इन्सुलेशन काढून टाका आणि पाईप पृष्ठभाग स्वच्छ करा. वेल्डिंगसाठी पुरेशी जागा मिळण्यासाठी पृथक् दूर करा. फीडिंग अंतर किमान 35 मिमी असण्याची शिफारस केली जाते.
हॉट टॅप वाल्व समायोजित करणे
डॅनफॉस हॉट टॅप व्हॉल्व्हच्या खालच्या टोकाला ग्राइंडिंग मशीन वापरून मेन लाइनच्या गोलात समायोजित करा. दळणे किंवा इतर परदेशी कण वाल्वमध्ये जाण्यापासून रोखण्यासाठी वाल्व योग्य प्रकारे हाताळले जाणे महत्वाचे आहे. अंतर्गत भागांचे नुकसान टाळण्यासाठी चिंधी घालण्याची शिफारस केली जाते. वेल्डिंग करण्यापूर्वी, चिंधी काढून टाकणे आवश्यक आहे. समायोजनादरम्यान वाल्व पूर्णपणे उघडे असणे आवश्यक आहे.
हॉट टॅप व्हॉल्व्हचे मुख्य रेषेपर्यंत वेल्डिंग
हॉट टॅप व्हॉल्व्ह प्रत्येक संभाव्य दिशेने पाईपवर वेल्ड केले जाऊ शकते, परंतु मुख्य पाईपची मध्यवर्ती रेषा आणि वाल्व अक्ष यांच्यातील कोन 90° असणे आवश्यक आहे. व्हॉल्व्ह प्रमाणित वेल्डरद्वारे वेल्डिंग करणे आवश्यक आहे. वेल्डिंग तंत्रज्ञान इलेक्ट्रिक आर्क वेल्डिंग किंवा टीआयजी वेल्डिंग, शक्य तितक्या कमी प्रवाहासह. संयुक्त रेषेसह पृष्ठभाग ऑक्साईडपासून मुक्त असल्याची खात्री करा आणि
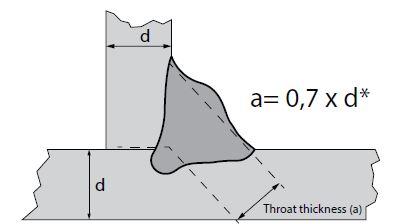
वंगण कोणतीही वेल्डिंग सामग्री वाल्वमध्ये प्रवेश करणार नाही याची खात्री करा. व्हॉल्व्हला सिंगल रन क्लोज्ड फिलेट वेल्डद्वारे मुख्य पाईपवर वेल्ड करणे आवश्यक आहे. ओव्हरहाटिंग आणि संभाव्य वेल्ड क्रॅक टाळण्यासाठी एकाधिक रन फिलेट वेल्डिंग टाळा. वेल्ड घशाची जाडी आणि दोन्ही वेल्डिंग भागांच्या भिंतीची जाडी यांच्यातील आदर्श संबंध विचारात घेणे आवश्यक आहे.
वेल्डिंग करण्यापूर्वी, वाल्व बंद करण्याची यंत्रणा तपासा. वेल्डिंग दरम्यान बॉल व्हॉल्व्ह उघडे असणे आवश्यक आहे. व्हॉल्व्हला इलेक्ट्रिक आर्क वेल्डिंगने वेल्डिंग करावे लागते. वाल्वमध्ये कोणतेही कण प्रवेश करत नाहीत याची खात्री करा.
चेतावणी
ओव्हरहाटिंग टाळण्यासाठी मल्टिपल रन फिलेट वेल्डिंग एल्डिंग एंड जाडी टाळा.
ड्रिलिंग डिव्हाइसची असेंब्ली
डॅनफॉस हॉट टॅपिंग मशीन एका बॉक्समध्ये वितरित केले जाते, ज्यामध्ये सर्व वस्तू आणि वेगळे करणे आणि दाब चाचण्यांसाठी अतिरिक्त साधनांचा समावेश आहे.
होल सॉसाठी शाफ्टची असेंबली > 32 मिमी
 धडा 3 नुसार परिमाणासाठी योग्य भोक सॉ 3.3 निवडला जाईल. ते ड्रिल चकला घड्याळाच्या दिशेने वळणाच्या दिशेने जोडले जावे 4. कनेक्ट केल्यावर, ते इतके सोडले जावे की सर्वात जवळच्या वळणा-या पिनला छिद्र कराच्या तळाशी असलेल्या छिद्र F मधून ढकलता येईल. ड्रिल चिप चुंबक 2 पायलट ड्रिलच्या आजूबाजूला ठेवता येते 1 ड्रिल चकच्या भोकावर ढकलले जाते जे ग्रूव्ह B आणि स्क्रू A ला संरेखित करते. शेवटी, स्क्रू A घट्ट करून ड्रिल लॉक केले जाते. ड्रिल चक जोडला जाईल ड्रिलिंग शाफ्टच्या वरच्या बाजूला 5 किंवा, शाफ्ट विस्तार 7. जर व्हॉल्व्ह इतका लांब असावा की शाफ्टची लांबी ड्रिलिंग सक्षम करण्यासाठी पुरेशी लांब नसेल, तर वापरण्यायोग्य शाफ्टची लांबी फीड विस्ताराने वाढवता येते. शाफ्टच्या शेवटी सॉकेट 6 किंवा ड्रिलिंग शाफ्ट 7 च्या खालच्या टोकाला शाफ्टटेक्स्टेशन 5 जोडून.
धडा 3 नुसार परिमाणासाठी योग्य भोक सॉ 3.3 निवडला जाईल. ते ड्रिल चकला घड्याळाच्या दिशेने वळणाच्या दिशेने जोडले जावे 4. कनेक्ट केल्यावर, ते इतके सोडले जावे की सर्वात जवळच्या वळणा-या पिनला छिद्र कराच्या तळाशी असलेल्या छिद्र F मधून ढकलता येईल. ड्रिल चिप चुंबक 2 पायलट ड्रिलच्या आजूबाजूला ठेवता येते 1 ड्रिल चकच्या भोकावर ढकलले जाते जे ग्रूव्ह B आणि स्क्रू A ला संरेखित करते. शेवटी, स्क्रू A घट्ट करून ड्रिल लॉक केले जाते. ड्रिल चक जोडला जाईल ड्रिलिंग शाफ्टच्या वरच्या बाजूला 5 किंवा, शाफ्ट विस्तार 7. जर व्हॉल्व्ह इतका लांब असावा की शाफ्टची लांबी ड्रिलिंग सक्षम करण्यासाठी पुरेशी लांब नसेल, तर वापरण्यायोग्य शाफ्टची लांबी फीड विस्ताराने वाढवता येते. शाफ्टच्या शेवटी सॉकेट 6 किंवा ड्रिलिंग शाफ्ट 7 च्या खालच्या टोकाला शाफ्टटेक्स्टेशन 5 जोडून.
खबरदारी
ड्रिलिंग शाफ्ट पूर्णपणे स्क्रू केले आहे याची खात्री करा जेणेकरून चक पिन 8 चक तळाशी अलाइनिंग करतील.
सूचना
पायलट ड्रिल वापरलेल्या होल सॉसाठी खूप मोठे किंवा खूप लहान नाही हे तपासा. खूप लांब पायलट ड्रिल फीडिंग अंतर अनावश्यकपणे वाढवते तर खूप लहान ड्रिल प्रदान करत नाही.
होल सॉसाठी शाफ्टची असेंबली < 32 मिमी
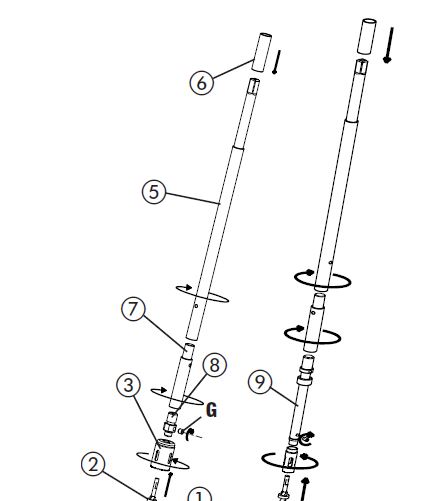
होल सॉस <32mm आणि >24mm साठी लहान चक 8 वापरा. सर्वात लहान चक 9 चा वापर होल सॉस <20mm साठी करावा. भोक करवतीच्या आकारानुसार चक 3 किंवा 8 पर्यंत होल सॉ 9 ला स्क्रू करा. चुंबक 2 ला पायलट ड्रिल 1 च्या भोवती ठेवावे लागेल आणि चक 8 किंवा 9 च्या भोक मध्ये ढकलले पाहिजे. पायलट ड्रिल 1 मधील खोबणी स्क्रू G ला संरेखित करावी लागेल. असेंबली शाफ्टला जोडा 5. शाफ्ट वापरा आवश्यक असल्यास विस्तार 7 किंवा सॉकेट 6.
डॅनफॉस JIP अडॅप्टर सॉकेटची असेंब्ली
डॅनफॉस जेआयपी हॉट टॅपिंग अडॅप्टर हे टूल बॉक्समध्ये डीएन 15/20 ते डीएन 100 पर्यंत सर्व आकारांसह वितरित केले जातात. डीएन 25 आकारांसाठी तसेच डीएन 40 रिडक्शन सॉकेटसाठी पुढील आकाराच्या अॅडॉप्टरमध्ये जोडणे आवश्यक आहे.
हॉट टॅपिंग वाल्वमध्ये डिव्हाइसची असेंब्ली
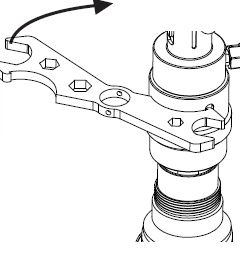
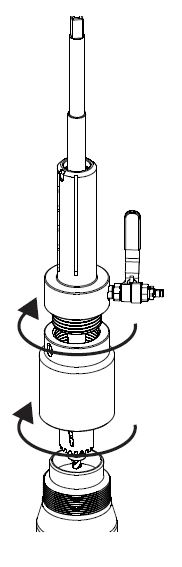
अॅडॉप्टरला प्रथम हाताने वळसा घालून आणि पाना वापरून ते कोमलतेने घट्ट करून वाल्वच्या धाग्याशी जोडावे लागते. कारण घट्ट होणारी ओ-रिंग, भाग जोडताना जास्त शक्ती वापरणे आवश्यक नाही. अॅडॉप्टरला व्हॉल्व्हशी जोडण्याआधी, योग्य मध्यवर्ती ड्रिल होल सॉ, चक आणि ड्रिल शाफ्ट एकत्र करणे आवश्यक आहे जेव्हा सर्व भाग स्क्रू केले जातात तेव्हा वाल्व बंद करणे शक्य आहे याची चाचणी घ्या. मशीन मोडून टाका आणि वाल्व बंद करणे शक्य नसल्यास ते पुन्हा समायोजित करा.
 त्यानंतर वाल्व पूर्णपणे उघडण्याचे लक्षात ठेवा
त्यानंतर वाल्व पूर्णपणे उघडण्याचे लक्षात ठेवा
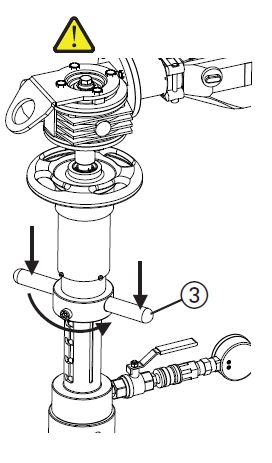
फीड युनिट स्थापित करणे
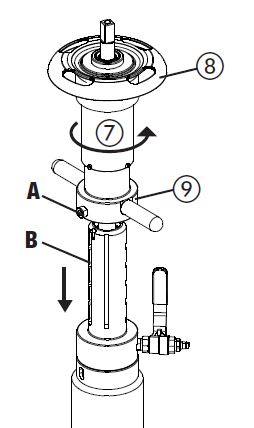
फीड डिव्हाइस 7 चा वापर ड्रिलिंगसाठी फीड फोर्स तयार करण्यासाठी केला जातो. फीड व्हील 8 घड्याळाच्या उलट दिशेने वळवून फीड थ्रेड पूर्णपणे मागील स्थितीत वाइंड करणे आवश्यक आहे.
ऍडजस्टिंग सॉकेट 9 प्रथम ग्रूव्ह आणि गाईड स्क्रू A संरेखित करून आणि मशीन बॉडीवर सर्वात जवळच्या लॉकिंग ग्रूव्ह B वर सरकल्यानंतर कनेक्ट केले जावे. फीड व्हील 8 घड्याळाच्या दिशेने वळवून जास्त क्लिअरन्स काढला जातो. धडा 3.3 मध्ये वर्णन केल्याप्रमाणे फीड अंतर मोजा आणि शक्य असल्यास शाफ्ट किंवा फीड विस्तारांद्वारे समायोजित करा.
ड्रायव्हिंग युनिट स्थापित करणे
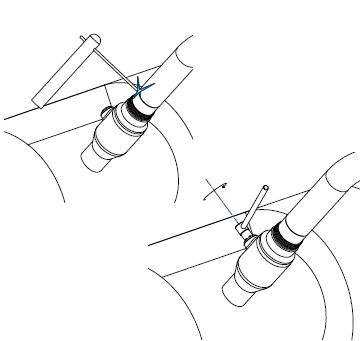
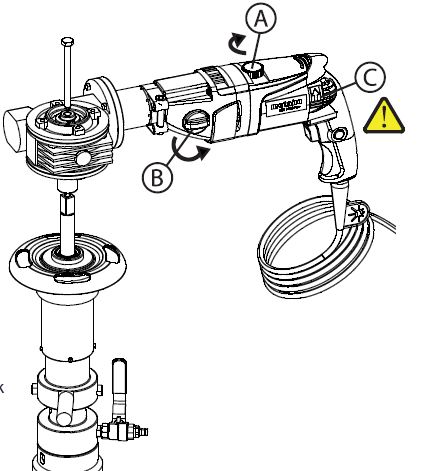 शाफ्ट स्क्वेअर ड्राईव्ह स्क्वेअर होलसह संरेखित केला जाईल आणि नंतर कनेक्टिंग स्क्रू वापरून कनेक्ट आणि लॉक केला जाईल. खालील तक्त्यानुसार ड्रिलिंगसाठी योग्य घुमणारा वेग निवडला आहे. पायलट ड्रिलसाठी जास्तीत जास्त आरपीएम योग्य आहे. मशीनच्या डाव्या बाजूला वर दिशेला असलेला बाण घड्याळाच्या काट्याच्या दिशेने फिरणारी योग्य दिशा दर्शवतो.
शाफ्ट स्क्वेअर ड्राईव्ह स्क्वेअर होलसह संरेखित केला जाईल आणि नंतर कनेक्टिंग स्क्रू वापरून कनेक्ट आणि लॉक केला जाईल. खालील तक्त्यानुसार ड्रिलिंगसाठी योग्य घुमणारा वेग निवडला आहे. पायलट ड्रिलसाठी जास्तीत जास्त आरपीएम योग्य आहे. मशीनच्या डाव्या बाजूला वर दिशेला असलेला बाण घड्याळाच्या काट्याच्या दिशेने फिरणारी योग्य दिशा दर्शवतो.
चेतावणी
ड्राइव्ह कधीही घड्याळाच्या उलट दिशेने चालवू नये कारण ड्रिल शाफ्ट जोडणारा धागा उघडू शकतो आणि ड्रिल चक हरवला जाऊ शकतो ज्यामुळे शाफ्टच्या ओपनिंगमधून गरम पाण्याची गळती होण्याचा गंभीर धोका असतो.
स्टील पाईप्समध्ये ड्रिलिंगसाठी टर्निंग स्पीड
Metabo BE 1100 ड्रिलिंग मशीन सेटिंग्ज खालील तक्त्यामध्ये दर्शविल्या आहेत. उत्पादकांच्या दीर्घकालीन अनुभवावर आधारित वळणाची शिफारस केलेली गती. ड्रिलिंग ऑपरेशनच्या सुरूवातीस आणि ड्रिलिंग ऑपरेशनच्या शेवटी कटिंग फोर्स खूप भिन्न असू शकतात म्हणून सेटिंग्ज बदलण्यासाठी तयार असणे आवश्यक आहे.
| वाल्व आकार | वळणाचा वेग ड्रिलिंग शाफ्ट [rpm] | वळणाचा वेग विद्युत ड्राइव्ह [rpm] | सेटिंग | सेटिंग |
| DN 15/20 | 115 | 1600 | 9 | 1 |
| DN 32/25 | 80 | 1100 | 9 | 1 |
| DN 50/40 | 80 | 1100 | 9 | 1 |
| DN 65 | 55 | 750 | 8 | 1 |
| DN 80 | 55 | 750 | 8 | 1 |
| DN 100 | 55 | 750 | 8 | 1 |
| पायलट ड्रिल | 200 | 2800 | 9 | 2 |
हॉट टॅपिंग प्रक्रिया
मशीन एकत्र केल्यानंतर, सर्व कनेक्शन तपासले आणि नियंत्रित केले जातील. त्यानंतर वापरकर्ता पुढील चरणांसह पुढे जाऊ शकतो.
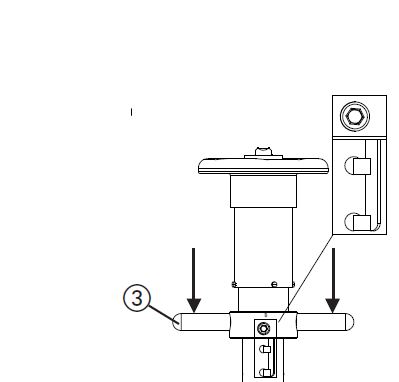
प्रेशर टेस्ट
व्हॉल्व्ह आणि ड्रिलिंग उपकरणे या दोन्ही वेल्डिंग सीमची घट्टपणा सुनिश्चित करण्यासाठी प्रत्यक्ष ब्रँचिंग करण्यापूर्वी दबाव चाचणी घेणे आवश्यक आहे.
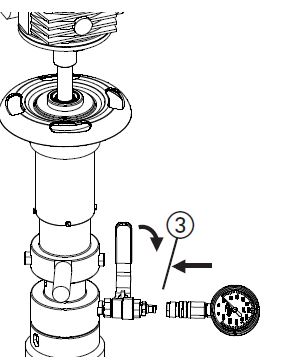
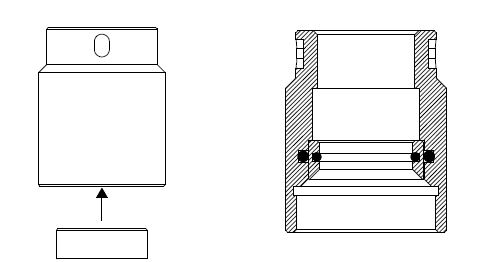
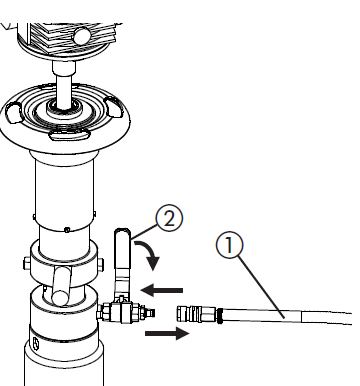 थंड पाण्याची किंवा दाबलेल्या हवेची नळी 1 शरीराच्या कपलरशी जोडलेली असते. दाब आत येऊ देण्यासाठी कंट्रोल कॉक 2 उघडला जातो. हवे असल्यास, कंट्रोल कॉक 2 बंद करा आणि दबाव गेज 3 वर माऊंट करा जेणेकरून दबाव कमी होईल. चाचणीनंतर, त्याच कंट्रोल कॉक 2 द्वारे चाचणी द्रव सोडला जातो. गळती झाल्यास, अपयश दूर होईपर्यंत ड्रिलिंग प्रक्रिया सुरू करण्याची परवानगी नाही.
थंड पाण्याची किंवा दाबलेल्या हवेची नळी 1 शरीराच्या कपलरशी जोडलेली असते. दाब आत येऊ देण्यासाठी कंट्रोल कॉक 2 उघडला जातो. हवे असल्यास, कंट्रोल कॉक 2 बंद करा आणि दबाव गेज 3 वर माऊंट करा जेणेकरून दबाव कमी होईल. चाचणीनंतर, त्याच कंट्रोल कॉक 2 द्वारे चाचणी द्रव सोडला जातो. गळती झाल्यास, अपयश दूर होईपर्यंत ड्रिलिंग प्रक्रिया सुरू करण्याची परवानगी नाही.
ड्रिलिंग प्रक्रिया सुरू करत आहे

पायलट ड्रिलसह मध्यभागी छिद्र तयार करून ड्रिलिंग प्रक्रिया सुरू होते. स्विचमधून जास्तीत जास्त आरपीएम निवडले जाते आणि फीड व्हील घड्याळाच्या दिशेने अगदी हळू वळवून फीड हलकेच सुरू होते. मध्यवर्ती ड्रिलचे चांगले केंद्रीकरण सुनिश्चित करण्यासाठी सुरुवातीला खूप हळूहळू खायला द्या. प्रेशर मीटर7 चे निरीक्षण करून मुख्य पाईपच्या भिंतीतून पायलट ड्रिलचा प्रवेश केला जाऊ शकतो. सुई वाढवणे आत प्रवेश दर्शवते. कमाल वापरून पुरेसा फीड. पायलट ड्रिल मुख्य लाईनच्या भिंतीतून जाईपर्यंत आरपीएम चालू ठेवणे आवश्यक आहे. पायलट ड्रिल पूर्ण झाल्यानंतर, होल सॉसाठी वळणाचा वेग समायोजित करावा लागेल. काळजीपूर्वक भोक पाहिले आणि ठेवा सह खाद्य सुरू करा
एक निश्चित स्टँड. प्रतिक्रिया शक्तींचा सामना करण्यासाठी अतिरिक्त सावधगिरी बाळगणे आवश्यक आहे. मशीन खेचा शक्तीची भरपाई करा. जेव्हा ड्रिलिंग पुढे जाते, तेव्हा ड्रिलिंगच्या शेवटी फीड रेट किंचित वेगवान केला जाऊ शकतो मुख्य पाईप भिंतीच्या अंतिम प्रवेशाची खात्री शाफ्टला न वळवता घट्टपणे पुढे ढकलून केली जाऊ शकते. जेव्हा ते पुढे जाते तेव्हा छिद्र मुक्त असणे आवश्यक आहे.
 खबरदारी
खबरदारी
ड्राइव्हला सतत चालवण्यासाठी कधीही लॉक केले जाऊ नये, कारण मशीनिंग फोर्सच्या भिन्नतेमुळे ड्राइव्हचे अनपेक्षित नियंत्रण गमावले जाऊ शकते आणि त्यामुळे
ऑपरेटरचे गंभीर नुकसान. कटिंगपासून प्रतिक्रिया शक्तींबद्दल जागरूक रहा.
चेतावणी
ड्राइव्ह आणि शाफ्ट नेहमी घड्याळाच्या दिशेने वळले पाहिजेत. शाफ्टचे कनेक्टिंग थ्रेड्स अपघाती उघडल्याने ऑपरेटरला गंभीर नुकसान होऊ शकते. फीडिंग व्हीलवर लीव्हर टूल्स कधीही वापरू नका आणि अतिशय काळजीपूर्वक फीड करा. भोक आरा अडकल्यावर, खाणे थांबवा किंवा करवत थोडे मागे फिरवा. हळूहळू आहार देणे सुरू ठेवा.
फीड समायोजित करणे
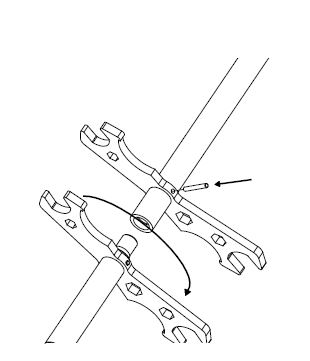
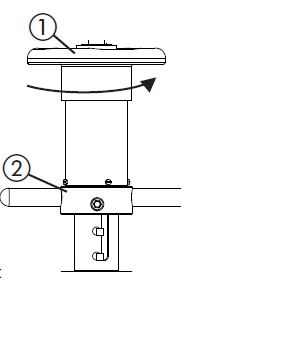
जर फीडची मर्यादा संपली आणि फीड व्हील 1 यापुढे चालू केले जाऊ शकत नाही, तर समायोजन सॉकेट 2 सोडले पाहिजे आणि खालच्या खोबणीत लॉक केले पाहिजे. दाब 12 बारपेक्षा जास्त असल्यास, या ऑपरेशनसाठी चेन ब्लॉक वापरा. प्रथम, ड्रायव्हिंग युनिट स्विच करा. फीड व्हील 1 घड्याळाच्या उलट दिशेने स्क्रू करा. ते जास्त काढू नका कारण पायलट ड्रिलचा हुक तुटू शकतो.
 अॅडजस्टिंग हँडल 3 पकडा आणि त्यांना घट्टपणे पुढे ढकला. अॅडजस्टिंग सॉकेट 2 सोडले जाईपर्यंत ते वळवा. पुढील खोबणीच्या दिशेने समायोजित सॉकेट खाली ढकलून द्या. पुढील खोबणीपर्यंत पोहोचेपर्यंत फीड व्हील 1 घड्याळाच्या उलट दिशेने वळवणे सुरू ठेवा. घड्याळाच्या दिशेने वळवून समायोजित सॉकेट 2 पुढील खोबणीत लॉक करा.
अॅडजस्टिंग हँडल 3 पकडा आणि त्यांना घट्टपणे पुढे ढकला. अॅडजस्टिंग सॉकेट 2 सोडले जाईपर्यंत ते वळवा. पुढील खोबणीच्या दिशेने समायोजित सॉकेट खाली ढकलून द्या. पुढील खोबणीपर्यंत पोहोचेपर्यंत फीड व्हील 1 घड्याळाच्या उलट दिशेने वळवणे सुरू ठेवा. घड्याळाच्या दिशेने वळवून समायोजित सॉकेट 2 पुढील खोबणीत लॉक करा.
चेतावणी
शाफ्ट सोडताना त्यावर कार्य करणाऱ्या शक्तींबद्दल तुम्हाला खात्री नसल्यास, या ऑपरेशनसाठी चेन ब्लॉक वापरा. उत्पादकांच्या अनुभवावरून, ते 12 बारपेक्षा जास्त दाबाने वापरण्याचा सल्ला दिला जातो.
फीड युनिट सोडत आहे
ड्रिलिंग पूर्ण केल्यानंतर, ड्राइव्ह असेंब्लीच्या शीर्षस्थानी सोडली जाईल. कमी दाबांमध्ये, हे हाताने केले जाऊ शकते. जास्त दाबांसाठी > 12 बार चेन ब्लॉक वापरण्याची शिफारस केली जाते. ऍडजस्टिंग सॉकेट सोडण्यासाठी दोन्ही ऍडजस्टिंग हँडल 3 पकडले जातील, पुढे ढकलले जातील आणि एकाच वेळी घड्याळाच्या उलट दिशेने वळवले जातील. आता पॉवर स्क्रू ड्रिल बॉडीपासून पूर्णपणे बंद करून सॉकेट उलट केले जाऊ शकते. शाफ्ट पूर्णपणे सोडा. ड्रिलिंग आत चक
चेंबर शाफ्टला बाहेर येण्यापासून थांबवते.
चेतावणी
शाफ्ट सोडताना त्यावर कार्य करणाऱ्या शक्तींबद्दल तुम्हाला खात्री नसल्यास, या ऑपरेशनसाठी चेन ब्लॉक वापरा. उत्पादकांच्या अनुभवावरून, ते वापरणे उचित आहे
दबाव > 12 बार.
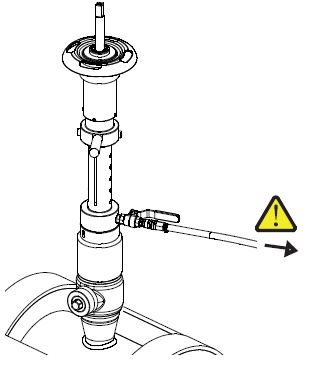
वाल्व बंद करणे आणि दाब सोडणे
योग्य अॅलन की वापरून बॉल वळवून आणि हॉट टॅप व्हॉल्व्हमधील बॉलला स्वयंचलित थांबा नसल्यामुळे बॉलला 90 अंश फिरवून वाल्व पूर्णपणे बंद करावा लागेल, जोपर्यंत तो योग्यरित्या बंद स्थितीत येत नाही तोपर्यंत तुम्हाला बॉलची स्थिती समायोजित करावी लागेल. . कंट्रोल कॉक उघडून घट्टपणा नियंत्रित केला जाऊ शकतो. नळीला कंट्रोल कॉकशी जोडा आणि दाब सोडण्यासाठी ते उघडा.
 खबरदारी
खबरदारी
स्वतःचे संरक्षण करण्यासाठी दबाव सोडताना रबरी नळीपासून पुरेसे अंतर ठेवा. वाल्व पूर्णपणे बंद असल्याची खात्री करा.
यंत्राचे विघटन
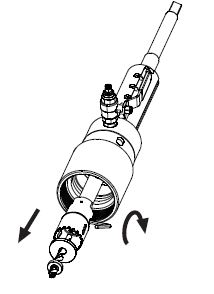
मशीन उलट क्रमाने disassembled आहे. शेवटी, कट आउट तुकडा काढला पाहिजे. योग्य अॅलन की वापरून रिटेनर स्क्रू उघडून पायलट ड्रिल सैल केले जाते. मध्यवर्ती ड्रिल बाहेर काढले आहे आणि मी ड्रिल स्टेमभोवती कूपन काढले आहे. ड्रिल चिप्स गोळा करणार्या चुंबकापासून स्वच्छ केल्या जातात.
नवीन शाखा निर्माण करणे

नवीन शाखा तयार करण्यासाठी, वाल्व उत्पादकांच्या सूचनांचे काळजीपूर्वक पालन करा. हॉट टॅपिंग पूर्ण झाल्यावर, नवीन लाइन डॅनफॉस हॉट टॅप व्हॉल्व्हशी इलेक्ट्रिक आर्क वेल्डिंगद्वारे जोडली जाऊ शकते. त्या ऑपरेशन दरम्यान, वाल्वच्या आतील सीलिंग जास्त गरम होत नाहीत याची खात्री करा. वेल्डिंग नंतर आणि जेव्हा लाईन मंजूर केली जाते
ऑपरेट करणे सुरू करा, प्रथम झडप अतिशय हळू उघडा. नंतर झडप पूर्णपणे उघडा. वाल्व पूर्णपणे उघडल्यानंतर, वरचा प्लग स्क्रू करा. सिंगल रन क्लोज्ड फिलेट वेल्डद्वारे प्लगला वाल्वच्या मानेवर वेल्ड करण्याची शिफारस केली जाते. टॉप प्लग आणि व्हॉल्व्ह नेकमधील अंतर पूर्णपणे भरा. ओव्हरहाटिंग टाळण्यासाठी एकाधिक रन फिलेट वेल्डिंग टाळा.
देखभाल योजना आणि सुटे भाग यादी
प्रत्येक हॉट टॅपिंगपूर्वी आणि नंतर, संपूर्ण उपकरणाची दृष्यदृष्ट्या तपासणी आणि देखभाल केली पाहिजे. आधी उपकरणाची तपासणी केल्याशिवाय ड्रिलिंगचे काम सुरू करू नका. कोणतेही नुकसान आढळल्यास ड्रिलिंग कधीही सुरू करू नका. कोणतीही तांत्रिक समस्या उद्भवल्यास, निर्माता डॅनफॉसशी संपर्क साधण्यास अजिबात संकोच करू नका. प्रत्येक ड्रिलिंगपूर्वी खालील भागांची त्यांच्या स्थितीबाबत तपासणी करणे आवश्यक आहे
| सेंट्रल ड्रिल | सेंट्रल ड्रिलची कट करण्याच्या क्षमतेबाबत तपासणी करा .आवश्यक असल्यास ड्रिल बदला. |
| सीलिंग | सीलिंग स्वच्छ करा आणि नुकसानीबद्दल त्यांची तपासणी करा. आवश्यक असल्यास ते बदला. डिव्हाइस वापरण्यापूर्वी त्यांना सीलंटसह वंगण घालणे. |
| होल सॉ | कट करण्याच्या क्षमतेबाबत होल सॉची तपासणी करा .आवश्यक असल्यास होल सॉ बदला. |
| शाफ्ट | पृष्ठभागाच्या नुकसानीबद्दल शाफ्टची तपासणी करा. कनेक्शन थ्रेड तपासा. शाफ्ट योग्यरित्या साठवा आणि ते टाकणे टाळा. |
| बेअरिंग्ज | आतील बेअरिंग पृष्ठभागाची स्थिती दृश्यमान तपासा |
| फीड व्हीलचा धागा | फीडिंग व्हील सुरळीत चालू आहे का ते तपासा. |
| संपूर्ण डिव्हाइस | प्रत्येक वापरानंतर डिव्हाइस स्वच्छ करा आणि व्हिज्युअल हानीसंदर्भात त्याची तपासणी करा |
डिव्हाइसचे मोठे नुकसान आढळून आल्यास, कृपया उत्पादक डॅनफॉसशी संपर्क साधा.
भाग ओव्हरVIEW

| स्थिती | भाग |
| 1 | इलेक्ट्रिक मोटर |
| 2 | फीड विस्तार सॉकेट |
| 3 | बंधनकारक रिंग 43 मिमी |
| 4 | प्राथमिक चोक |
| 5 | कपलिंग |
| 6 | कपलिंग आवरण |
| 7 | अंगठी टिकवून ठेवणे |
| 8 | गियर फास्टनिंग स्क्रू |
| 9 | कनेक्टिंग स्क्रू M6 |
| 10 | शाफ्ट ब्रेक कनेक्टिंग प्लेट |
| 11 | कनेक्टिंग स्क्रू M5 |
| 12 | वर्म गियर 7:1 |
| 13 | दुय्यम चोक |
| 14 | दुय्यम शाफ्ट |
| 15 | ओठ सीलिंग |
| 16 | थ्रस्ट बेअरिंग |
| 17 | फीड सॉकेट |
| 18 | रिटेनर स्क्रू |
| 19 | हाताळा |
| 20 | सॉकेट समायोजित करणे |
| 21 | पॉवर स्क्रू |
| 22 | बॉल पॉइंट स्क्रू |
| 23 | अप्पर बेअरिंग रिटेनिंग रिंग |
| 24 | अप्पर बेअरिंग सीलिंग |
| 25 | ओ-रिंग अप्पर बेअरिंग |
| 26 | वरच्या PTFE-बेअरिंग |
| 27 | शाफ्ट सीलिंग |
| 28 | शरीर |
| 29 | लोअर PTFE बेअरिंग |
| 30 | बॉडी सीलिंग |
| 31 | लोअर बेअरिंग रिटेनिंग रिंग |
| 32 | दुहेरी स्तनाग्र |
| 33 | नियंत्रण कोंबडा |
| 34 | जलद कनेक्टर पुरुष |
| 35 | जलद कनेक्टर महिला |
| 36 | सॉकेट 1/4 |
| 37 | मॅनोमीटर 40 बार |
| 38 | सेंट्रल ड्रिल सामान्य |
| 39 | केंद्रीय ड्रिल लहान |
| 40 | शाफ्ट विस्तार DN20 |
| 41 | चक सामान्य |
| 42 | चक लहान |
| 43 | शाफ्ट विस्तार 90 मिमी |
| 44 | बेस शाफ्ट |
| 45 | शाफ्ट विस्तार 180 मिमी |
| 46 | साखळी ब्लॉक |
| 47 | TONISCO विशेष पाना |
| 48 | पिन उघडत आहे |
| 49 | ऍलन की 3 मिमी |
| 50 | ऍलन की 4 मिमी |
| 51 | ऍलन की 5 मिमी |
| 52 | चुंबक |
चेन ब्लॉक वापरणे


उच्च दाब > 12 बारसाठी फीड समायोजित करण्यासाठी किंवा फीड युनिट सुरक्षितपणे सोडण्यासाठी चेन ब्लॉक वापरण्याची शिफारस केली जाते. प्रथम, कनेक्शन प्लेटमध्ये हुकच्या वरच्या टोकाला लटकवा 1. दुसरा हुक असावा. वर्कसाईडच्या स्थिर घटकावर आरोहित उदा. मुख्य पाईपभोवती. स्विचला मध्यम स्थितीत विनामूल्य समायोजित करा
साखळीची हालचाल. प्रथम साखळीचे दुसरे टोक ओढून आणि त्यानंतर चाक घड्याळाच्या दिशेने वळवून साखळी घट्ट करा. यूपी स्थितीत स्विच समायोजित करा
लीव्हर मागे आणि पुढे हलवून अॅडजस्टिंग सॉकेट 3 खाली पुश करा. ऍडजस्टिंग सॉकेट 3 मधील ग्रूव्हमधून लॉकिंग स्क्रू सोडण्यापूर्वी तुम्हाला फीड युनिट सोडायचे असल्यास स्विच खाली स्थितीत समायोजित करा. तुम्हाला फीड समायोजित करायचे असल्यास, स्विच वरच्या स्थितीत सोडा. शाफ्ट सोडण्यासाठी किंवा फीड समायोजित करण्यासाठी समायोजित सॉकेट 3 घड्याळाच्या उलट दिशेने वळवा.
खबरदारी
साखळीत हात पिळणार नाही याची काळजी घ्या.
चेतावणी
जेव्हा साखळी तणावाखाली असेल तेव्हा स्विच मध्यम स्थितीत बदलू नका.
संलग्नक A1
इलेक्ट्रिकल ड्रायव्हिंग युनिटच्या संदर्भात सुरक्षा सूचना
चेतावणी
इलेक्ट्रिक टूल्स वापरताना, इलेक्ट्रिक शॉक, वैयक्तिक इजा आणि आगीचा धोका कमी करण्यासाठी मूलभूत सुरक्षा खबरदारी नेहमी पाळली पाहिजे, ज्यामध्ये खालील गोष्टींचा समावेश आहे.
- कामाचे क्षेत्र स्वच्छ ठेवा.
- गोंधळलेली जागा आणि बेंच जखमांना आमंत्रण देतात.
- कार्यक्षेत्रातील वातावरणाचा विचार करा.
- पावसासाठी वीज टोल उघड करू नका. डी मध्ये वीज टोल वापरू नकाamp किंवा ओले स्थाने.
- कार्यक्षेत्र चांगले प्रकाशमान ठेवा.
- ज्वलनशील द्रव किंवा वायूंच्या उपस्थितीत उर्जा साधने वापरू नका.
- इलेक्ट्रिक शॉकपासून स्वतःचे रक्षण करा.
- इलेक्ट्रिक पॉवर टूल्ससह काम करताना, मातीच्या भागांशी शरीराचा संपर्क टाळा उदा. पाईप्स, रेडिएटर्स, हॉब्स, रेफ्रिजरेटर.
- जर तुम्ही इलेक्ट्रिकली कंडक्टिव कूलर किंवा स्नेहक वापरत असाल किंवा वापरण्यासाठी अत्यंत परिस्थिती असल्यास उदा. उच्च प्रमाणात आर्द्रता, विकास किंवा धातूची धूळ इ.) इलेक्ट्रिक पॉवर टूल्ससह काम करताना, (FI, DI, PRDC) अवशिष्ट वर्तमान संरक्षण वापरा. कोणत्याही पॉवर आउटलेट पॉइंटवर उपकरणे.
- मुलांना दूर ठेवा.
- दर्शकांना टूल किंवा पॉवर लीडशी संपर्क साधू देऊ नका. सर्व दर्शकांना कार्यक्षेत्रापासून दूर ठेवावे.
- कामासाठी निष्क्रिय उर्जा साधन साठवा. वापरात नसताना, साधने कोरड्या जागी ठेवा, एकतर लॉकर वर किंवा उंचावर, मुलांच्या आवाक्याबाहेर ठेवा.
- पॉवर टूल कधीही जबरदस्ती करू नका. ज्या दराने ते काम केले होते त्या दराने ते काम अधिक चांगले आणि सुरक्षित करेल.
- कामासाठी योग्य उर्जा साधनांचा वापर करा.
- हेवी ड्युटी टूलचे काम करण्यासाठी लहान पॉवर टूल्सची सक्ती करू नका.
- हेतू नसलेल्या हेतूने पॉवर टूल्स वापरू नका.
- माजी साठी करू नकाample , झाडाची फांदी किंवा नोंदी कापण्यासाठी वर्तुळाकार करवतीचा वापर करा.
- व्यवस्थित कपडे घाला.
- सैल कपडे किंवा दागिने घालू नका.
- ते हलत्या भागांमध्ये पकडले जाऊ शकतात.
- घराबाहेर काम करताना रबर ग्लोव्हर आणि नॉन-स्किड पादत्राणे वापरण्याची शिफारस केली जाते.
- लांब कान ठेवण्यासाठी केसांचे संरक्षणात्मक आवरण घाला.
- काम धुळीने भरलेले असल्यास सेफ्टी गॉगल आणि फेस मास्क किंवा डस्ट मास्क घाला.
- शिशाचा गैरवापर करू नका. रिसेप्टॅकलमधून डिस्कनेक्ट टूलसाठी लीड किंवा यांक लीडद्वारे पॉवर टूल कधीही घेऊन जाऊ नका.
- शिसे उष्णता, तेल आणि तीक्ष्ण कडापासून दूर ठेवा कामाचा तुकडा सुरक्षित करा.
- cl वापराamps किंवा वर्क पीस ठेवण्यासाठी एक वाइस. हे तुमचा हात वापरण्यापेक्षा सुरक्षित आहे आणि ते दोन्ही हातांना ऑपरेट करण्यासाठी मोकळे करते.
- अतिरेक करू नका. नेहमी योग्य पाऊल आणि संतुलन ठेवा.
- साधने सांभाळून ठेवा.
- उत्तम आणि सुरक्षित कार्यप्रदर्शनासाठी साधने तीक्ष्ण आणि स्वच्छ ठेवा.
- बदलत्या साधनांच्या सर्व्हिसिंगसाठी सूचनांचे अनुसरण करा.
- पॉवर टूल्स लीड्सची वेळोवेळी तपासणी करा आणि खराब झाल्यास, अधिकृत सेवा सुविधेद्वारे त्यांची दुरुस्ती करा. वेळोवेळी एक्स्टेंशन लीड्सची तपासणी करा आणि खराब झाल्यास ते बदला.
- हँडल्स कोरडी, स्वच्छ आणि तेल आणि ग्रीसपासून मुक्त ठेवा.
- पॉवर टूल्स, वापरात नसताना, सर्व्हिसिंगपूर्वी आणि ब्लेड, बिट्स आणि कटर यांसारख्या उपकरणे समायोजित करताना डिस्कनेक्ट करा.
- की आणि स्पॅनर काढा. चालू करण्यापूर्वी पॉवर टूलमधून की आणि अॅडजस्टिंग टूल्स काढून टाकल्या आहेत हे पाहण्याची सवय लावा.
- अनावधानाने सुरुवात करणे टाळा.
- प्लग इन केलेले पॉवर टूल स्विच ट्रिगरवर बोटाने सोबत ठेवू नका. प्लग इन करताना स्विच बंद असल्याची खात्री करा.
- बाह्य वापर विस्तार लीड्स. जेव्हा पॉवर टूल्स घराबाहेर वापरली जातात, तेव्हा फक्त एक्स्टेंशन लीडचा वापर करा जो घराबाहेर वापरण्यासाठी आहे आणि म्हणून चिन्हांकित करा.
- सतर्क राहा.
- आपण काय करत आहात ते पहा.
- अक्कल वापरा.
- जेव्हा तुम्ही थकलेले असाल तेव्हा पॉवर टूल चालवू नका.
- खराब झालेल्या भागांसाठी पॉवर टूल तपासा. पॉवर टूलचा पुढील वापर करण्यापूर्वी, गार्ड किंवा खराब झालेले इतर भाग काळजीपूर्वक तपासले पाहिजे की ते योग्यरित्या कार्य करेल आणि त्याचे इच्छित कार्य पूर्ण करेल.
- हलणारे भाग, बंधनकारक किंवा हलणारे भाग, भागांचे तुटणे, माउंटिंग आणि पॉवर टूलच्या ऑपरेशनवर परिणाम करू शकणारी इतर कोणतीही स्थिती तपासा.
- संरक्षक किंवा खराब झालेले इतर भाग योग्यरित्या दुरुस्त केले जावे किंवा अधिकृत सेवा सुविधेद्वारे बदलले जावे जोपर्यंत ऑपरेटिंग निर्देशांमध्ये अन्यथा सूचित केले जात नाही.
- सदोष स्विचेस अधिकृत सेवा सुविधेद्वारे बदला. स्वीच चालू आणि बंद करत नसल्यास पॉवर टूल वापरू नका.
चेतावणी
तुमच्या स्वतःच्या सुरक्षिततेसाठी, ऑपरेटिंग निर्देशांमध्ये वर्णन केलेल्या किंवा साधन निर्मात्याने प्रदान केलेल्या किंवा शिफारस केलेल्या केवळ अॅक्सेसरीज आणि संलग्नकांचा वापर करा. ऑपरेटिंग निर्देशांमध्ये किंवा शिफारस केलेल्या टूल इन्सर्ट किंवा अॅक्सेसरीजच्या कॅटलॉगमध्ये वर्णन केलेल्या साधनांनंतर इतर साधनांचा वापर केल्याने वैयक्तिक इजा होण्याचा धोका असू शकतो. अधिकृत सेवा सुविधेद्वारे तुमच्या पॉवर टूलची दुरुस्ती करा. दुरुस्ती केवळ अधिकृत सेवा सुविधेद्वारेच केली पाहिजे.
कागदपत्रे / संसाधने
 |
danfoss JIP-हॉट टॅपिंग मशीन टूलबॉक्स [pdf] वापरकर्ता मॅन्युअल JIP-हॉट टॅपिंग मशीन टूलबॉक्स, टॅपिंग मशीन टूलबॉक्स, मशीन टूलबॉक्स |



